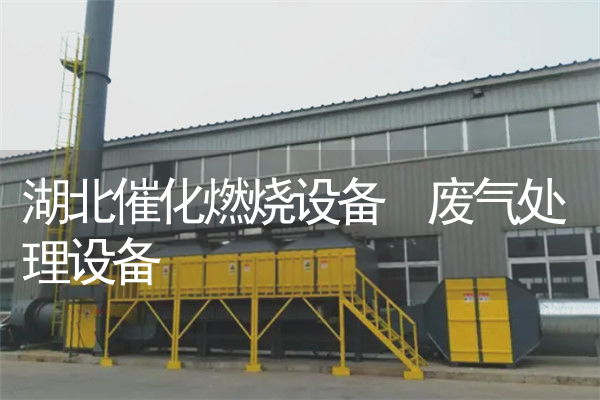
湖北催化燃烧设备|废气处理设备准确设计出有机废气处理催化燃烧设备,往往并非易事。在设计、操作中有很多需要注意的事项。作为资深的催化燃烧设备厂家,康景辉小编将为您详细介绍几个有机废气处理催化燃烧设备设计、操作注意事项。
有机废气处理催化燃烧设备设计、操作注意事项
需要与催化剂研发人员一起来选择一个合适的催化燃烧设备,确定催化燃烧有机废气处理设备所需的体积。
若废气中可能含有使催化剂中毒的物质,则最好进行中试,作较长时间的考察。
应该把要处理的废气量尽可能降到最低,以便降低装置的投资和操作费用,例如与吸附操作连用,或从源头抓起,例如改进通风设备。
一般用催化反应器处理的废气,其VOC的浓度很低,因此不需补充燃烧用空气。如果废气中的含氧量低于20 % ,则燃烧过程应补充空气。如果VOC浓度较高,则必须注意要确保催化剂温度,不能让催化剂过热,以及要控制气流在管道中VOC的浓度不超过安全水平,特别是在开、停工时应倍加注意。
碳氢化合物在 LEL 时的热值大致为2030kJ/Nm3(50Btu/scf)。对于催化反应装置,其燃烧热值一般应低于400kJ/Nm3(10Btu/ scf),这样不会使催化剂过热。
湖北催化燃烧设备|废气处理设备废气进人催化剂床层的温度必须略高于催化反应的起燃温度,以确保发生反应。不完全燃烧会导致生成其他污染物,其危害性甚至超过原料废气。许多催化燃烧采用预热燃烧器来提高废气的温度,这要比用间壁式换热器预热温度高。
如果废气中含有卤素或硫化合物,则处理后的净化气要用洗涤器除去酸性气体。有些催化剂甚至要求事先将废气中的这种化合物除去,这就大大增加了废气处理的投资费用。
为了确保催化剂温度既要高于催化起燃温度,但又要低于 920K(650℃, 1200 °F),所以首先应确定离开催化剂床层合适的出口温度。按照燃烧工程可知,要达到 90 % ~95%的净化率,其温度应在 420~760K之间(150~480 ℃,300~900°F)。当然这与废气的组成和催化剂的类型有关。废气离开预热换热器的温度 Ti可按下式确定:
对于用辅助燃料燃烧的催化净化装置,如果为了保持所要求的出口温度,而使排出净化气的温度太高时,应考虑回收热量。此外,如果用燃烧室来预热废气,为保持燃烧器的火烟稳定,辅助燃料消耗的量至少为总能量的 5%。
湖北催化燃烧设备|废气处理设备所需催化剂的量主要取决于催化剂的类型、要求达到的净化率、废气中VOC的组成和反应温度。如果己知停留时间和反应器中的空隙百分率,即可确定所需催化剂的容积。大致的经验数据是:对于净化率为90%~95 %,处理每千立方英尺废气催化剂的用量为0.043~0 . 057m3,气流速度约为3~6m / s ( 10~20ft / s)。
在操作过程中,必须对进出催化反应器的气流温度、浓度、风机转速、气流通过床层的压降和辅助燃料的供给速度进行实时监控。
与热力燃烧一样,催化氧化器要求废气的流量、浓度尽可能保持恒定。如果流量、浓度波动很大,特别是当浓度过高时,会引起催化剂的过热而导致催化剂过旱老化。
对于催化氧化,要求废气中固体颗粒的浓度低于 0 . 12g / Nm3,而对催化剂能引起中毒的物质浓度不应超过 25mg / kg。
为保持催化剂表面的洁净,根据不同情况,建议每 3~12个月要对催化剂进行清洗。例如用压缩空气、过热蒸汽、真空吸出或无磷洗涤剂来清理。如废气中含有使催化剂失活的化合物,则要用酸洗或碱洗,使催化剂活性恢复到正常水平。
湖北催化燃烧设备|废气处理设备虽然催化反应器可以设计得能处理带有少量有机颗粒,如油漆液滴。但应注意的是:当低于设计温度条件下操作时,由于不完全燃烧可能会引起催化剂表面结碳和被有机物覆盖。
以上就是有机废气处理催化燃烧设备厂家康景辉,为您总结的关于催化燃烧设备设计、操作注意事项,作为有机废气处理设备设计、生产、制造厂家,康景辉受到来自印刷、食品、制药、污水厂等各行各业业主的一致好评。






